Giải pháp giảm phát thải thủy ngân trong phát điện
06:19 | 04/11/2019
Công ước Minamata và vấn đề quản lý phát thải thủy ngân 
Giám sát phát thải thủy ngân trong phát điện
Các giải pháp giảm phát thải trước khi đốt than
1/ Tuyển/rửa than:
Trong số các thành phần khoáng chất của than, đáng lưu ý nhất là các sulfit sắt FeS2 (pirit và maccazit). Tỷ trọng của FeS2 khoảng 4,8÷5,2 kg/cm3 cao hơn tỷ trọng của các khoáng vật khác khoảng 2 lần và cao hơn tỷ trọng của các thành phần hữu cơ khác 3 lần. Độ cứng của pirit bằng 6. Pirit là nguồn gốc chính sinh ra các hydrosunfua (H2S) và các ô xít lưu huỳnh (SO2) trong sản phẩm cháy. Thành phần của các chất H2S và SO2 này trong sản phẩm cháy sẽ ảnh hưởng đến cường độ cháy và mức độ ăn mòn ở nhiệt độ thấp của bề mặt lò hơi.
Đặc biệt lưu ý: Sự có mặt của các sunfua lưu huỳnh sẽ làm giảm đáng kể nhiệt độ nóng chảy của tro. Sự hình thành hệ lỏng/nóng chảy cân bằng (cùng tinh - ơtecti) ở nhiệt độ 800÷900 độ C sẽ làm gia tăng quá trình tạo xỉ của lò hơi.
Việc khử thành phần pirit có thể thực hiện được trong quá trình chuẩn bị nhiên liệu bằng các phương pháp tuyển từ, tuyển tĩnh điện, hay tuyển trọng lực. Từ tính của pirit sẽ tăng lên đáng kể khi bị nung lên nhiệt độ hơn 300 độ C và phụ thuộc vào mức độ nung nóng của hạt nhiên liệu. Vì vậy, phương pháp tuyển từ có thể loại tới 90% pirit.
Nhìn chung, ở Việt Nam, mức độ chế biến than tương đối cao. Hơn 95% than nguyên khai (sau khai thác) được đưa vào sàng phân loại ngay tại mỏ (70%) và/hoặc đưa vào tuyển trong các nhà máy tuyển than tập trung (30%). Công nghệ chế biến than ở Việt Nam hiện nay đang cho phép giảm khoảng 8% độ tro (từ bình quân 38% trong than nguyên khai xuống còn bình quân 30% trong than sạch). Ngoài độ tro, giải pháp tuyển/rửa than còn cho phép giảm (khoảng 50%) hàm lượng lưu huỳnh có trong than.
Vì vậy, các phương pháp rửa than có thể cho phép giảm một phần hàm lượng thủy ngân có liên quan đến các khoáng chất không cháy được trong than. Về lý thuyết, qui trình rửa than không cho phép tách được thủy ngân nằm trong mạng tinh thể hữu cơ của than. Các nghiên cứu về rửa than bituminous của Mỹ cho thấy, các qui trình khác nhau rửa các loại than khác nhau cho phép giảm tới 37% hàm lượng thủy ngân có chứa trong than nguyên khai.
Tuy nhiên, việc rửa than sẽ tạo ra bùn chứa thủy ngân, và nếu lượng bùn này không được quản lý sẽ có nguy cơ thủy ngân làm ô nhiễm môi trường nước mặt và nước ngầm. Ở Việt Nam, phát thải thủy ngân ra môi trường nước được kiểm soát bằng TCVN 5945-1995 với giới hạn từ 0,005÷0,01 mg/l (tùy thuộc môi trường nước).
2/ Pha trộn than:
Hầu như toàn bộ các nhà máy nhiệt điện chạy than ở Việt Nam đều áp dụng giải pháp pha trộn than (chỉ ngoại trừ 2 nhà máy là Na Dương - 110MW và Nông Sơn - 30MW). Việc pha trộn than thường được tiến hành giữa các loại than có các chất lượng khác biệt về độ tro (than có nhiệt năng cao với than có nhiệt năng thấp) và khác biệt về chất bốc (than có chất bốc thấp với than có chất bốc cao).
Một trong những nhược điểm của việc pha trộn than là khả năng làm thay đổi thành phần/tính chất (hình thức) tồn tại của thủy ngân trong than đưa vào lò - tức là, có thể làm ảnh hưởng tới tỷ lệ Hg0:Hg2+:Hgp trong quá trình đốt. Theo đó, việc pha trộn than có thể đạt được mục đích là làm tăng hàm lượng thủy ngân đã được ô xy hóa (Hg2+) có thể hòa tan trong khí thải. Vì vậy, trong pha trộn than cần lưu ý đến hàm lượng của các nguyên tố có thể ô xy hóa thủy ngân như clo, brom, hoặc các nguyên tố kiềm khác. Hàm lượng các nguyên tố này càng lớn, hiệu suất khử (thu gom) thủy ngân của hệ thống kiểm soát ô nhiễm không khí càng cao.
Phần lớn các nhà máy nhiệt điện lớn mới được xây dựng ở Việt Nam (được xây dựng ở vùng duyên hải miền Trung và miền Nam) thường xem xét giải pháp pha trộn than bituminous với than sub-bituminous.
Về mặt lý thuyết, than bituminous có hàm lượng của các nguyên tố brom và clo cao hơn so với than sub-bituminous, nhưng lại có hàm lượng các nguyên tố kiềm (CaO, MgO, Na2O) thấp hơn, trong khi hàm lượng của Hg trong cả hai loại than thường như nhau. Như vậy, việc pha trộn than bituminous với than sub-bituminous sẽ có tác dụng “kép”: Tăng được lượng clo và brom trong sub-bituminous, đồng thời giảm được lượng nguyên tố kiềm trong bituminous. Trong quá trình đốt than bituminous sẽ hình thành lượng thủy ngân bị ô xy hóa nhiều hơn so với khi đốt than sub-bitumionous. Thủy ngân dưới dạng ô xít tan được trong nước, vì vậy việc sử dụng công nghệ khử lưu huỳnh ướt (WetFGD) sẽ cho phép thu gom được nhiều hơn thủy ngân trong khí thải.
Xét về mục đích lọc thủy ngân trong khí thải, việc pha trộn các loại than có chất lượng khác nhau có bản chất là điều hòa được hàm lượng của các halogen (F, Cl, Br, I, At, Ts) đến mức phù hợp.
3/ Nghiền than:
Quá trình cháy của than trong lò hơi là phản ứng hóa học giữa hợp chất của carbon với ô xy. Ở đây, lò hơi chính là lò phản ứng. Tốc độ của các phản ứng hóa học phụ thuộc vào nhiệt độ và áp suất của lò hơi. Nếu nhiệt độ tăng lên 10 độ C, tốc độ phản ứng tăng 2÷4 lần. Các tính toán lý thuyết cho thấy, nếu nhiệt độ của lò tăng từ nhiệt độ không khí bình thường lên đến 1000 độ C thì tốc độ cháy của than tăng lên nhiều tỷ lần. Tương tự, khi áp suất lò phản ứng tăng từ 1 at lên 1000 at, tốc độ cháy tăng từ 1000 đến triệu lần.
Nếu than cháy trong môi trường có chứa 100% ô xy, nhiệt độ cháy sẽ đạt rất cao. Khi than cháy trong môi trường không khí bình thường, nhiệt năng tỏa ra sẽ tiêu hao cho việc nung nóng CO2 và Nitrogen, nhưng theo lý thuyết, nhiệt độ cháy vẫn có thể đạt tới 2000 độ C, và tốc độ cháy cũng có thể rất cao. Mặc dù vậy, trên thực tế, phản ứng cháy của than vẫn xẩy ra tương đối chậm. Nguyên nhân là do phản ứng cháy của than chỉ diễn ra trên bề mặt xung quanh của hạt than, nơi mà carbon có tiếp xúc trực tiếp với ô xy trong không khí. Thường diện tích bề mặt tiếp xúc này không lớn.
Như vậy, để tăng tốc độ cháy, một mặt cần phải tăng bề mặt tiếp xúc của than với không khí, mặt khác cần đảm bảo cho không khí tiếp xúc được tới bề mặt của hạt than. Điều này có thể đạt được bằng cách nghiền mịn các hạt than thành bột và phun bột than vào không khí, sao cho từng hạt bột than được bao bọc đủ một lượng ô xy cần thiết cho sự cháy.
Nếu hạt than dưới dạng các khối lập phương, có chiều dài cạnh (cỡ hạt) là 10cm, thì bề mặt tiếp xúc của nó với không khí là 600 cm2. Nếu ta nghiền hạt than đó thành các khối lập phương có chiều dài mỗi cạnh (cỡ hạt) bằng 1/1000 cm, thì bề mặt tiếp xúc sẽ tăng lên 10.000 lần.
Thành phần, độ nghiền mịn và nhiệt độ của hạt nhiên liệu được đưa vào vòi phun của lò hơi sẽ ảnh hưởng tới điều kiện bén lửa, giá trị không cháy hết q4, khối lượng hình thành NOx và SOx. Nếu cỡ hạt nhiên liệu đảm bảo R90=2÷4%, thì hầu như tất cả các loại anthracite chất lượng thấp đều có thể bén cháy nhanh. Đồng thời, khi hạt nhiên liệu tồn tại trong ngọn lửa càng nhanh thì lượng NOx càng nhỏ. Với bột than có R90<4% có thể thay máy phân ly kiểu khí bằng máy phân ly kiểu cơ.
Thành phần khoáng - hóa và thành phần lý - hóa của nhiên liệu có ảnh hưởng đến mức độ ăn mòn và làm bẩn bề mặt của lò hơi. Khi nhiên liệu bị nghiền sẽ xẩy ra quá trình phân phân tách các thành phần hữu cơ và thành phần khoáng chất của nhiên liệu. Nếu độ nghiền mịn tăng lên, không chỉ các thành phần khoáng bên ngoài, cả những thành phần khoáng bên trong cũng được tách ra.
Than được nghiền tới độ siêu mịn (than “micron”) tới cỡ hạt nhỏ hơn 50 micron được sử dụng trên thế giới như nguồn nhiên liệu thay thế cho nhiên liệu đốt kèm (mazut hay khí thiên nhiên). Ở cỡ hạt siêu mịn, tỷ trọng bề mặt của than tăng lên đáng kể, mức độ và cường độ cháy tăng lên và quá trình cháy sẽ xẩy ra trong chế độ cơ học.
Việc xử lý than “micron” đảm bảo tập trung và phân bố đồng đều các trung tâm cháy trong dòng chuyển động của nhiên liệu, thúc đẩy quá trình ô xy hóa, bắt lửa và cháy của hạt anthracite trong lò hơi. Như vậy, nếu than được nghiền siêu mịn, thời gian cháy giảm đi và hiệu suất cháy tăng lên và hiệu suất lò có thể tăng khoảng >10%.
4/ Phun các chất phụ gia vào than trước khi đốt:
Tại Nhà máy Nhiệt điện Cao Ngạn (110MW), đã tiến hành thử nghiệm việc sử dụng các chất trợ cháy “Clean-Coal” phun vào than trước khi đốt trong lò.
Clean-Coal là chất phụ gia (thân thiện với môi trường) có tác dụng tăng cường độ cháy, tăng hiệu suất cháy của than nhờ tăng nồng độ oxy cho quá trình cháy trong lò. Khi đưa vào lò, ở nhiệt độ >800 độ C÷~920 độ C chất oxy già (H2O2) trong dung dịch phụ gia sẽ được tách ra thành H2O và O. Ở nhiệt độ cháy trong lò nước sẽ bốc hơi, còn oxy sẽ phản ứng cháy với than làm tăng hiệu suất cháy lò hơi.
Ngoài ra, chất phụ gia trong than khi được đốt sẽ làm tăng khả năng hấp thụ nhiệt của các bộ sinh hơi, trao đổi nhiệt do chất B (Boron) trong dung dịch Clean-Coal có tác dụng làm sạch bề mặt dàn ống, giảm trở nhiệt, tăng khả năng hấp thụ nhiệt của môi chất hơi - nước đi trong ống.
Ở Nhiệt điện Cao Ngạn, phụ gia Clean-Coal được pha với nước trước khi phun vào than trên băng tải với tỷ lệ phụ gia/nước/than=1lít phụ gia/(3÷10)lít nước/(1÷2)tấn than đã cho những kết quả tốt: Ngọn lửa sáng hơn; lượng than tiêu thụ giảm; cặn bám trên các ống sinh hơi giảm từ từ; tỷ lệ cacbon chưa cháy hết trong tro bay giảm; nhiệt độ lò tăng; màu sắc của tro thay đổi; lượng tro giảm từ từ; lượng muội rơi tăng đáng kể; lượng CO giảm. Trong khi đó, lượng khí NOx có tăng không đáng kể. Khi giảm bớt lượng gió, lượng NOx giảm và muội lò cũng giảm tiếp.
Hiện nay, trên thị trường có nhiều loại phụ gia để phun vào than được sản xuất dựa trên các thành tựu trong công nghệ enzyme và công nghệ nano. Trong đó, đáng quan tâm là phụ gia dạng Nano-Enzyme có nhiều đặc tính cao hơn hẳn so với Clean-Coal: Không độc hại, không nổ, tỷ lệ pha với nước là 1/500, tỷ lệ phun vào than (nằm trong kho, trước khi đưa vào lò) là 2 lít/100 tấn than.
Các thử nghiệm ở Trung Quốc cho thấy, Nano-Enzyme cho phép giảm 20÷40% lượng phát thải (trong đó SO2 giảm >32%, NOx giảm >43%), giảm tiêu hao than được 5÷10%. Trong đó, lò ghi xích giảm 10÷15%, lò CFB giảm 5÷10%, và lò PC giảm 3÷8%).
Việc phun phụ gia vào than đạt hiệu quả cao nhất trong các điều kiện sau:
- Than: Có độ ẩm <17% (tốt hơn là <12%); cỡ hạt <40mm; không bị dính nước mưa trước khi phun.
- Pha loãng: Tỷ lệ 1/(300÷500) với nước sạch ở nhiệt độ 25+5 độ C; khuấy đều; bổ sung 30% ammonium acetate.
- Phun: Đúng tỷ lệ trên băng tải đưa than vào kho; enzyme trước khi phun tránh tiếp xúc với ánh sáng mặt trời.
- Lưu than: Sau khi phun trong vòng ngắn nhất là 72h (tốt hơn là 7 ngày), lâu nhất 1-2 tháng. Đây là khoảng thời gian enzyme phát huy hết tính năng và duy trì được tác dụng tốt.
- Điều chỉnh lò: Khi nhiệt độ cháy trong lò hơi tăng cần giảm lượng than và khí cấp vào lò.
- Bảo quản enzyme: Ở nhiệt độ trong khoảng -4 độ C÷50 độ C, và không cho tiếp xúc với ánh sáng.
Các giải pháp giảm phát thải trong quá trình đốt than
1/ Đốt tầng sôi (CFB):
Công nghệ đốt CFB (xem sơ đồ sau) trên thế giới mới được áp dụng rộng rãi sau những năm 1990, và ở Việt Nam lần đầu tiên tại Nhà máy Nhiệt điện Na Dương (110MW). Hiện nay, toàn bộ các nhà máy nhiệt điện của TKV đều được xây dựng với công nghệ đốt than bằng lò CFB.
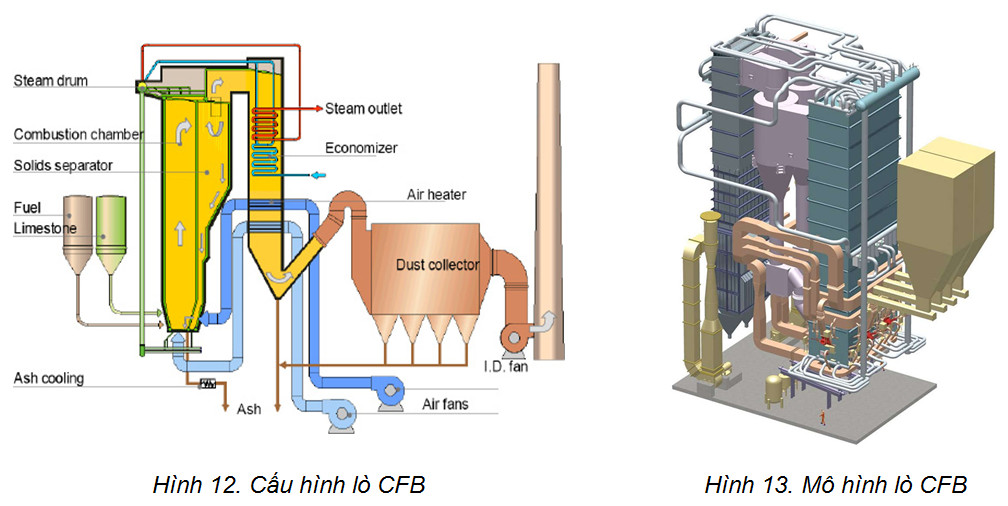
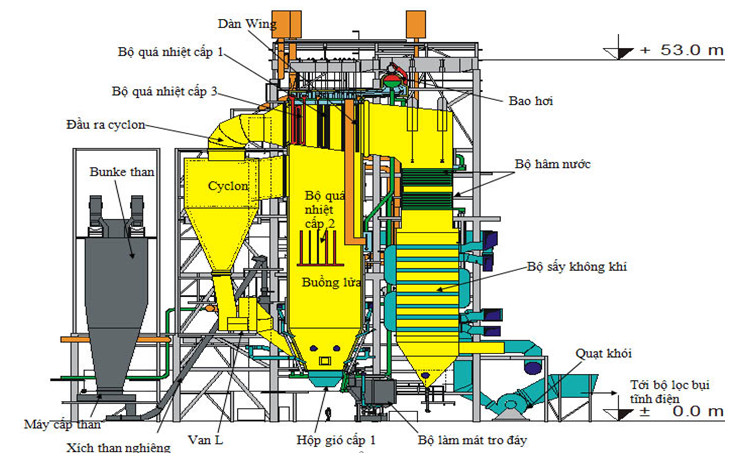
Hình 14. Sơ đồ đốt than bằng công nghệ CFB ở NMNĐ Cao Ngạn.
Một trong số các ưu điểm của công nghệ CFB là cho phép sử dụng các loại than chất lượng thấp (nhiệt năng thấp, hàm lượng lưu huỳnh cao) nhờ khả năng khử lưu huỳnh bằng đá vôi rất hiệu quả. Ngoài ra, các bộ trao đổi nhiệt (HE) trong công nghệ này cho phép kết hợp tách được thủy ngân.
2/ Khử trọn lọc bằng xúc tác (SCR):
Công nghệ SCR được áp dụng chủ yếu để khử NOx dựa trên nguyên lý phản ứng của NOx với NH3. Phản ứng này sẽ diễn ra trên bề mặt của chất xúc tác được đặt vào trong SCR. Trong các điều kiện nhất định, các chất xúc tác trong thiết bị SCR sẽ thúc đẩy quá trình ô xy hóa của thủy ngân nguyên tố (Hg0), đặc biệt khi sử dụng than có hàm lượng clo cao.
Ở đây cần lưu ý, bản thân SCR không cho phép tách thủy ngân. Nhưng nhờ tăng được lượng Hg2+ nên sẽ tăng được (+30%) lượng thủy ngân có thể được tách. Như đã biết, qui trình SCR được thiết lập (dựa trên các thông số như nhiệt độ, nồng độ NH3 trong khí thải, khối lượng và hoạt tính của chất xác tác được sử dụng) với mục đích chủ yếu là để giảm phát thải NOx. Do đó, thông số để tối ưu hóa việc kết hợp SCR để tách thủy ngân chính là hàm lượng clo trong than. Vì vậy, phương án SCR thường được áp dụng để kết hợp tách thủy ngân trong các trường hợp lò hơi sử dụng than pha trộn (bitum pha với sub-bitum). Trong trường hợp sử dụng than pha trộn (như trên đã nêu), với tỷ lệ 60% sub-bitum + 40% bitum, việc sử dụng SCR sẽ cho phép chuyển hóa tới 97% Hg0 thành Hg2+ (cao hơn nhiều so với 63% khi không áp dụng SCR).
Các nghiên cứu cho thấy, khi tỷ lệ bitum trong pha trộn tăng lên, quá trình ô xy hóa của Hg sẽ tăng lên. Ví dụ, khi hỗn hợp pha trộn sub-bitum và bitum với tỷ lệ 65:35, mức độ Hg bị ô xy hóa sẽ tăng thêm 49% (từ 13% lên 62%). Nhưng, khi tỷ lệ pha trộn là 79:21, mức độ Hg bị ô xy hóa chỉ tăng thêm 14% (từ 6% lên 20%).
3/ Phun phụ gia vào lò:
Phụ gia được phun vào lò dưới dạng các chất trợ cháy. Các chất trợ cháy có 2 loại hoạt tính (làm tăng lượng halogen trong quá trình cháy và làm thay đổi cấu- tăng thể tích của nhiên liệu).
Để tăng được hàm lượng của các halogen trong quá trình cháy của than người ta phun trực tiếp vào hệ thống lò các chất bromua và clorua. Việc sử dụng brom hiệu quả hơn so với clo (vì Br có hoạt tính mạnh hơn Cl). Nhưng, trong than, hàm lượng Cl lớn hơn hàm lượng của Br. Mặc dù vậy, trong quá trình đốt than, một trong những phản ứng cơ bản trong khói thải là phản ứng ô xy hóa đồng nhất (uniform oxidation). Các chất HCl hay NH4Cl thường được đưa vào hệ thống đốt để ô xy hóa thủy ngân (làm tăng lượng thủy ngân được ô xy hóa trong các hạt rắn). Các halogen này cũng có thể được phun vào than, hoặc được pha vào than dưới dạng rắn trước khi đưa vào lò.
Kết quả nghiên cứu ở Mỹ cho thấy, khi sử dụng dung dịch 52% bromit canxi để làm chất trợ cháy với hàm lượng 25ppm (tương đương với hàm lượng trong than) cho một tổ máy 600 MW chạy than sub-bitum có sử dụng hệ thống SCR+WetFGD, hiệu suất khử Hg đã tăng từ 55% lên 97%. Đối với 14 tổ máy khác chạy than có hàm lượng clo thấp, khi chất trợ cháy bromit canxi được đưa vào với khối lượng tương đương 25÷300ppm đã làm cho tỷ lệ Hg bị ô xy hóa đạt tới 90%.
Chất trợ cháy Anamegators® (Anaclarides®) là một họ các sản phẩm lỏng dùng để sửa đổi cấu trúc (làm tăng thể tích) của các nhiên liệu thông thường (than, khí thiên nhiên, mazut) và nhiên liệu động cơ (diesel, xăng) nhằm đạt được 3 mục đích: Thúc đẩy quá trình cháy (tăng tốc độ cháy và chất lượng cháy), giảm tiêu hao nhiên liệu (6÷9%), và giảm nhiệt độ của khí thải (xuống đến 15 độ C).
Anaclarides có thành phần giàu ô xy và huydro (gồm nước, rượu isopropyl, và carbamit). Công thức hóa học là (NH2)2CO+(CH3)2CHOH.
Các chất này được đưa trực tiếp vào nhiên liệu lỏng còn nằm trong kho hay trong thùng nhiên liệu. Nhiên liệu được pha với các phụ gia này sẽ có độ phun phân tán hơn, không đóng cặn dưới đáy bể và không bị hơi nước bề mặt hấp phụ vào. Đối với nhiên liệu rắn và khí, phụ gia được đưa trực tiếp vào buồng đốt thông qua hệ thống cấp gió cho vòi phun, vì vậy, không đòi hỏi phải sử dụng các thiết bị hỗ trợ đặc biệt.
Quá trình cháy là một phản ứng mang tính dây chuyền, khi một phân tử hoạt động sẽ tạo ra một loạt các trung tâm mới, các trung tâm mới này sẽ thúc đẩy quá trình phản ứng. Anaclarides tạo ra ô xy và hydro tự do để làm tăng tốc độ phản ứng dây chuyền. Do đó, toàn bộ quá trình đốt cháy xảy ra nhanh hơn, đốt cháy hoàn toàn hydrocacbon với sự giải phóng khí dễ cháy, muội than được giải phóng nhanh hơn, tạo ra ngọn lửa có đặc tính phát sáng, dẫn đến sự gia tăng nhiệt độ của lõi lửa và tăng sự truyền nhiệt bằng bức xạ, hiệu quả cao gấp mười lần so với đối lưu thông thường. Tất cả các quá trình này làm giảm chiều dài, tăng độ sáng và nhiệt độ của ngọn lửa, giảm đáng kể lượng khí thải (giảm 10÷15%CO, 8÷15%NOx, 5÷10%SO2).
Anaclarides còn có đặc tính làm sạch: Tất cả tro, bụi và cặn nhiên liệu chưa cháy đều nhận được điện tích cùng dấu như bề mặt bên trong của lò, hoặc nồi hơi, dẫn đến việc làm sạch được cặn cũ (sau 4÷7 ngày). Điều này giúp cải thiện việc truyền nhiệt, tăng hiệu quả của lò và kéo dài tuổi thọ của thiết bị lò. Hiệu quả của giải pháp này được tính toán dựa trên cơ sở các thông số: Mức tiêu hao Anaclarides 5ml/tấn than phun vào lò; giá 1000ml = giá 3 tấn than, mức tiết kiệm than 5%.
Các giải pháp giảm phát thải sau khi đốt than
1/ Giải pháp “2 trong 1”:
Như trên đã nêu, trong công nghệ đốt than, các giải pháp kỹ thuật giảm phát thải thủy ngân được “lồng ghép” với các giải pháp được thiết lập trong hệ thống giám sát và quản lý ô nhiễm môi trường (“2 trong 1”), trên cơ sở sử dụng các thiết bị hiện đại trong các qui trình khử bụi, lọc bụi (đối với chất thải rắn và chất thải khí), và xử lý nước thải (đối với chất thải lỏng).
Hiệu suất của giải pháp “2 trong 1” phụ thuộc vào cấu hình của những bộ thiết bị được sử dụng trong hệ thống; đặc tính của than; và các thông số của hệ thống. Theo các tài liệu kỹ thuật, hiệu suất của từng loại cấu hình cụ thể được trình bày trong bảng sau:
Bảng 5. Các phương án kết hợp sử dụng thiết bị “2 trong 1” để thu gom thủy ngân:
| Phương án kết hợp | Chất lượng tách (thu gom) thủy ngân |
| ESPc | Mức độ thu gom tốt (>70%) thủy ngân liên quan đến các hạt; Ứng dụng cho than có hàm lượng clorua cao tốt hơn cho than chất lượng thấp. |
| ESPh | Mức độ thu gom thấp (<30%) |
| FF | Thu gom >70% thủy ngân đã bị ô xy hóa |
| ESPc + WetFGD | Thu gom >70% khi đốt than có hàm lượng clorua cao (do thủy ngân bị ô xy hóa tan trong khí thải). Thu gom 30-70% khi đốt than chất lượng thấp. Việc phát thải lặp lại của Hg0 có thể làm giảm hiệu suất. |
| ESPh+Wet FGD | Thu gom >70% khi đốt than có hàm lượng clorua cao (do thủy ngân bị ô xy hóa tan trong khí thải). Thu gom <30% khi đốt than chất lượng thấp. Việc phát thải lặp lại của Hg0 có thể làm giảm hiệu suất. |
| SAD + FF | Thu gom >70% khi đốt than có hàm lượng clorua cao. Thu gom <70% khi đốt than chất lượng thấp. |
| FF+Wet FGD | Thu gom >70% khi đốt than có hàm lượng clorua cao (do thủy ngân bị ô xy hóa tan trong khí thải). Thu gom <30% khi đốt than chất lượng thấp. Việc phát thải lặp lại của Hg0 có thể làm giảm hiệu suất. Hg0 có thể bị ô xy hóa khi đi qua túi vải và có thể được gom bằng WetFGD. |
| SCR + ESPc | Mức độ thu gom tốt (>70%) thủy ngân liên quan đến các hạt. Ứng dụng cho than có hàm lượng clorua cao tốt hơn cho than chất lượng thấp. |
| SCR + ESPh | Thu gom <30% |
| SCR+ESPc+Wet FGD | Thu gom >70% khi đốt than có hàm lượng clorua cao (do tăng được lượng thủy ngân bị ô xy hóa tan trong khí thải nhờ SCR). Thu gom >70% khi đốt than chất lượng thấp do tăng được lượng thủy ngân đã bị ô xy hóa tan trong khí thải. Việc phát thải lặp lại của Hg0 có thể làm giảm hiệu suất. Thu gom >70% thủy ngân liên quan đến các hạt. |
| SCR+HE+ESPce+WetFGD | Thu gom >70% khi đốt than có hàm lượng clorua cao do tăng được lượng thủy ngân đã bị ô xy hóa tan trong khí thải nhờ áp dụng SCR. Thu gom tốt hơn khi đốt than chất lượng thấp do tăng được lượng thủy ngân đã bị ô xy hóa tan trong khí thải. Việc kết hợp bộ trao đổi nhiệt với bộ lọc tĩnh điện lạnh ở nhiệt độ tới hạn sẽ thu gom tốt hơn các hạt chứa Hg và hơi của Hg. |
| SCR+SAD+FF | Thu gom >70% khi đốt than có hàm lượng clorua cao. Thu gom ít hơn khi đốt than chất lượng thấp. Bộ SCR sẽ giúp thu gom tốt hơn do có sự chuyển hóa của Hg0 thành dạng Hg2+ bị ô xy hóa khi có mặt clo trong khí thải. |
| SCR+ESPh+WetFGD | Thu gom >70% khi đốt than có hàm lượng clorua cao do tăng được lượng thủy ngân đã bị ô xy hóa tan trong khói thải nhờ sử dụng SCR. Thu gom tốt hơn khi đốt than chất lượng thấp do tăng được lượng thủy ngân đã bị ô xy hóa tan trong khí thải. Sự phát thải lặp lại của Hg0 có thể làm giảm hiệu suất khử. |
| SCR+FF+WetFGD | Thu gom >70% khi đốt than có hàm lượng clorua cao do tăng được lượng thủy ngân đã bị ô xy hóa tan trong khói thải nhờ sử dụng SCR. Thu gom tốt hơn khi đốt than chất lượng thấp do tăng được lượng thủy ngân đã bị ô xy hóa tan trong khí thải. Sự phát thải lặp lại của Hg0 có thể làm giảm hiệu suất khử. Thu gom tốt hơn thủy ngân gắn với các hạt. |
| Ghi chú: ESPc- thiết bị lọc tĩnh điện đặt ở phía lạnh (sau bộ sấy không khí); ESPce- thiết bị lọc bụi tĩnh điện đặt ở phía lạnh với nhiệt độ tới hạn; ESPh- thiết bị lọc tĩnh điện đặt ở phía nóng (trước bộ sấy không khí); FF- thiết bị lọc túi vải; WetFGD- thiết bị khử lưu huỳnh trong khí thải dạng ướt; SAD- máy sấy phun hấp phụ; SCR- thiết bị khử chọn lọc bằng xúc tác; HE- bộ trao đổi nhiệt; | |
2/ Các qui trình công nghệ tách/thu gom thủy ngân sau khi đốt than:
Các giải pháp “lồng ghép” với hệ thống kiểm soát ô nhiễm không khí để tách/thu gom thủy ngân như nêu trên có thể được phân nhóm theo 3 qui trình chính:
- Tách thủy ngân còn chứa trong các hạt rắn trong quá trình lọc bụi (tĩnh điện - ESP hay trong bộ lọc túi vải (FF).
- Tách thủy ngân đã bị ô xy hóa trong bộ khử lưu huỳnh (máy lọc xoáy lốc ướt được dùng để tách lưu huỳnh trong khí thải - WetFGD); và,
- Tách thủy ngân trong các máy sấy không khí dạng phun (spray absorption dryer- SAD), hoặc trong các bộ trao đổi nhiệt (HE).
Sau đây sẽ đề cập chi tiết về từng qui trình trên.
Thứ nhất: Thu gom thủy ngân trong ESP:
Thiết bị ESP thường được thiết kế với hiệu suất lọc các hạt rắn >99%. Hiệu suất này phụ thuộc chủ yếu vào hàm lượng S trong than. Lưu huỳnh có ảnh hưởng đến điện trở của tro bay. Nếu than có hàm lượng S lớn, nhưng ổn định (như than Na Dương có hàm lượng 6.5%S), tro bay sẽ dễ lọc. Ngược lại, nếu hàm lượng S trong than nhỏ, tro bay sẽ có điện trở lớn và sẽ khó lọc.
Như ta đã biết, điện trở của tro bay có thể giảm bằng cách giảm nhiệt độ trong bộ ESP, hoặc bằng cách điều hòa (conditioning) các hạt rắn trước khi chúng đi vào ESP nhờ sử dụng các chất SO3, H2SO4, H2O, Na, hoặc NH3.
Đối với một loại than cụ thể, hiệu suất của ESP sẽ phụ thuộc vào kích thước của các hạt tro bay. Nếu tro bay có kích thước lớn hơn 1÷8 µm, hiệu suất của ESP thường đạt 95÷99,9%. Nếu tro bay có kích thước khoảng 0.3 µm, hiệu suất sẽ giảm xuống còn 80÷95%.
Như trên đã nêu, ESP được phân biệt theo vị trí lắp đặt (ESPc - được lắp sau bộ sấy không khí, nơi có nhiệt độ khoảng 130÷180 độ C, còn ESPh - được lắp trước bộ sấy không khí, nơi có nhiệt độ 300÷400o độ C) đều dùng để lọc bụi. Trong đó, ESPh dùng lọc tro bay có điện trở thấp hơn ở nhiệt độ cao.
Suy ra, hiệu suất khử/lọc thủy ngân cũng phụ thuộc vào vị trí đặt ESP (nóng hay lạnh), chủng loại than, cấu hình lò hơi, hàm lượng lưu huỳnh, thành phần không cháy hết của cabon trong tro v.v... Thực nghiệm cho thấy, ESPh có hiệu suất khử thủy ngân thấp hơn so với ESPc. Ngoài ra, còn có ESP dạng ướt, nhưng, trong các tài liệu kỹ thuật chưa có số liệu thực nghiệm về khử thủy ngân.
Thứ hai: Lọc thủy ngân bằng túi vải FF:
So với ESP, FF có hiệu suất lọc thủy ngân cao hơn, đặc biệt đối với những loại tro bay có kích thước dưới micron. FF cũng cho phép lọc được nhiều hơn thủy ngân trong pha khí so với ESP vì trong ESP khí chỉ đi qua bề mặt của cặn lọc, còn trong FF, khí phải đi qua cặn lọc (lâu hơn) và có tiếp xúc chặt hơn, giúp cho thủy ngân nguyên tố bị ô xy hóa nhiều hơn để chuyển thành các hạt bị giữa lại trong túi vải.
FF cũng có thể kết hợp với ESP (phương án ESP+FF). Phương án này được áp dụng rộng rãi ở Trung Quốc và đạt được hiệu suất lọc thủy ngân khoảng 43%.
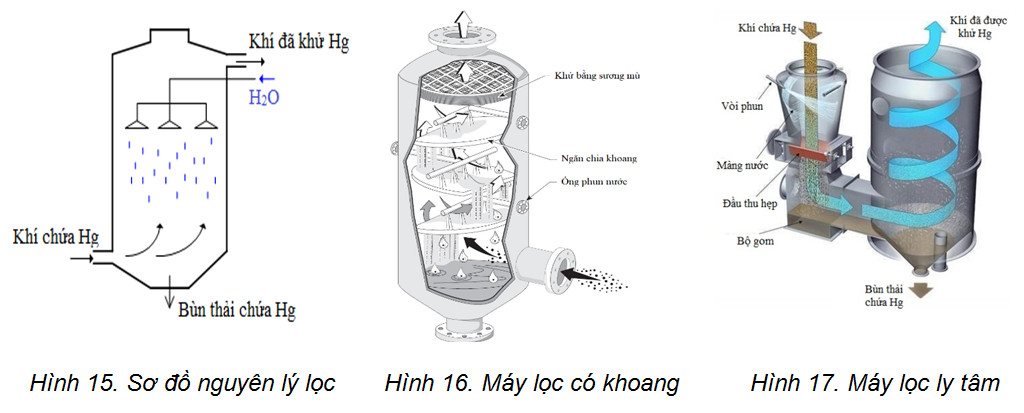
Thứ ba: Lọc thủy ngân bằng máy rửa khí ướt (wet scrubber):
Phương án này được áp dụng cho các lò đốt than công suất nhỏ. Máy rửa khí ướt làm việc trên nguyên lý phản ứng hóa học của các chất chứa thủy ngân trong bụi với nước (hoặc với các chất hấp phụ khác), có nhiều dạng khác nhau (có khoang ngăn, ly tâm, xoáy lốc v.v...). Xem hình vẽ sau:
Thứ tư: Lọc thủy ngân trong các bộ khử khí FGD:
Thiết bị khử lưu huỳnh trong khí thải (FGD) cũng có 2 dạng ướt (WetFGD - chủ yếu để khử NOx) và khô (DryFGD - chủ yếu để khử SO2).
WetFGD:
Việc tăng lượng thủy ngân đã bị ô xy hóa có thể đạt được bằng cách bổ sung các chất ô xy hóa, hoặc cho thủy ngân ô xy hóa tiếp (có chọn lọc) bằng các chất xúc tác. Các chất xúc tác có thể được đưa vào khí thải với 2 mục đích, để ô xy hóa thủy ngân và để giảm phát thải NOx.
Các hợp chất dạng khí chứa thủy ngân đã bị ô xy hóa thường tan được trong nước. Vì vậy, WetFGD sẽ cho phép thu gom được Hg2+ một cách có hiệu quả (tới 75% nếu FGD có sử dụng Ca). Tuy nhiên, như đã biết, thủy ngân nguyên tố (Hg0) không tan được trong nước, vì vậy, Hg0 sẽ không được hấp phụ vào bùn thải ra.
Ngoài ra, trong một số điều kiện, trong WetFGD còn có thể xẩy ra quá trình khử Hg2+ thành Hg0 tham gia vào phát thải. Vì vậy, trong phương án sử dụng WetFGD, nên duy trì một lượng nhất định Hg2+ để ngăn quá trình phát thải lặp lại của Hg0. Tần suất và mức độ phát thải lặp lại của Hg0 phụ thuộc vào cấu hình hóa học của FGD. Để giảm khả năng phát thải của Hg0, người ta thường đưa vào dung dịch của FGD than hoạt tính hoặc các thuốc thử hóa học.
Cơ chế tách thủy ngân trong các bộ khử lưu huỳnh ướt (WetFGD) dựa trên nguyên lý hấp phụ thủy ngân vào nước. Trong nhiều trường hợp, các bộ FGD không có khả năng giữ được Hg đã được hấp phụ trong pha H2O. Khi đó, hàm lượng thủy ngân nguyên tố (Hg0) đo được ở đầu ra của FGD sẽ cao hơn ở đầu vào. Trường hợp này được gọi là “phát thải lặp lại” của thủy ngân. Trong trường hợp này, các ion thủy ngân có thể hòa tan sẽ được hoàn nguyên thành thủy ngân dạng nguyên tố (Hg0) không thể hòa tan để được giải phóng ra ngoài theo khí thải. Các ion thủy ngân có thể được hấp phụ bằng than hoạt tính. Than hoạt tính có thể được đưa vào dung dịch của FGD (hoặc bằng đường ống, hoặc được phun vào khí thải trước FGD). Sau đó, than hoạt tính được tách ra khỏi FGD ở giai đoạn làm khô.
DryFGD:
Bộ DryFGD được sử dụng chủ yếu để lọc SO2 (tới 99,6%). Tuy nhiên DryFGD có thể lọc được Hg tới 95% khi kết hợp với SAD-FF (máy sấy hấp phụ kiểu phun - lọc túi vải). Tuy nhiên, phương án SAD-FF thường được áp dụng cho các nhà máy nhiệt điện than chạy than lignite, hoặc các loại than khác có chứa ít clo, nên chỉ cho phép thu gom được khoảng 25% thủy ngân.
Ngoài ra, việc sử dụng các loại halogen trong SAD có thể sẽ làm giảm hiệu suất ô xy hóa của thủy ngân và giảm hiệu suất thu gom thủy ngân trong FF. Trong trường hợp sử dụng than có chất lượng thấp, phương án sử dụng FF độc lập sẽ có hiệu quả hơn so với phương án kết hợp SAD-FF.
Trong thời gian gần đây, việc khử lưu huỳnh trong máy rửa khí khô dạng tuần hoàn (dry circulation scrubber- DCS) ngày càng được mở rộng vì nó cho phép sử dụng với than có hàm lượng lưu huỳnh cao so với SAD. Tuy nhiên, hiệu suất gom thủy ngân cũng tương tự như SAD.
3/ Công tác lấy mẫu phục vụ thực hiện giải pháp “2 trong 1”:
Để thực hiện giải pháp kiểm soát phát thải thủy ngân “2 trong 1” có hiệu quả, đòi hỏi phải thực hiện việc lấy các mẫu để xác định hàm lượng thủy ngân tại các điểm cần thiết, bao gồm mẫu chất rắn/lỏng và mẫu khí thải. Cụ thể xem sơ đồ sau:



Hình 18. Sơ đồ lấy mẫu để kiểm soát phát thải Hg trong công nghệ đốt than
Nguồn: https://ars.els-cdn.com/content/image/1-s2.0-S1352231019304364-fx1_lrg.jpg
(Kỳ tới: Dự báo về phát thải thủy ngân trong sử dụng than ở Việt Nam)
NGUYỄN THÀNH SƠN - DƯƠNG TRUNG KIÊN (ĐẠI HỌC ĐIỆN LỰC HÀ NỘI)
Lưu ý: Mọi trích dẫn từ bài viết này cần được sự đồng ý chính thức của Tạp chí Năng lượng Việt Nam bằng văn bản.
Tài liệu tham khảo:
https://pechiexpert.ru/koksovaya-pech-01/
https://metallurgist.pro/metody-energosberezheniya-pri-proizvodstve-chuguna-stali-i-ee-razlivke/
https://pechiexpert.ru/koksovaya-pech-01/
Amar, P, C. Senior and R. Afonso (2008). NESCAUM Report: Applicability and Feasibility of NOx, SO2, and PM Emissions Control Technologies for Industrial, Commercial, and Institutional (ICI) Boilers (http://www.nescaum.org/activities/major-reports).
Amar, P, C. Senior, R. Afonso and J. Staudt (2010). NESCAUM Report “Technologies for Control and Measurement of Mercury Emissions from Coal-Fired Power Plants in the United States: A 2010 Status Report”.
ASTM D388 (2012). Standard Classification of Coals by Rank.
Babcock Power, Circulating Dry Scrubbers (CDS) Webinar Presentation, 2012 Mid-Atlantic Regional Air Management Association, 19 July 2012.
Chu, P. (2004). Effects of SCRs on Mercury, Mercury Experts Conference, Glasgow, Scotland, May 2004.
Clack, H.L. (2006). Mass Transfer within ESPs: Trace Gas Adsorption by Sorbent-covered Plate Electrodes, Journal of the Air & Waste Management Association, vol. 56, pp. 759–766.
Clack, H.L. (2009). Mercury Capture within Coal-Fired Power Plant Electrostatic Precipitators: Model Evaluation, Environ. Sci. Technol., vol. 43, pp. 1460–1466.
DeVito, M.S., Rosenhoover, W.A. (1999). Hg Flue Gas Measurements from Coal-fired Utilities Equipped with Wet Scrubbers, 92nd Annual Meeting of the Air & Waste Management Association, St. Louis, MO, June 1999.
European IPPC Bureau (EIPPCB) (2013). Best Available Techniques (BAT) Reference Document for the Large Combustion Plants–first draft (not adopted), June 2013 http://eippcb.jrc.ec.europa.eu/reference/BREF/LCP_D1_June2013_online.pdf.
Ito S., Yokoyama T., Asakura K. (2006). Emission of mercury and other trace elements from coal-fired power plants in Japan, Science of the Total Environment, vol.368, pp. 397–402.
Lawless, P. (1996). Particle Charging Bounds, Symmetry Relations, and Analytic Charging Rate Model for the Continuum Regime, J. Aerosol Sci., vol. 27, no. 2, pp. 191–215, 1996.
Massachusetts Department of Environmental Proteection (2015). Annual Compliance Reports for SO2, NOx, and Mercury Emissions from Coal-Fired Power Plants (also, similar annual compliance reports from power plants in States of New Jersey and Connecticut).
Niksa, S., Fujiwara, N. (2004). The Impact of Wet FGD Scrubbing On Hg Emissions From Coal-Fired Power Stations, The MEGA Symposium, Washington, DC, 2004.
Nolan, P., Downs, W., Bailey, R., Vecci, S. (2003). Use of Sulfide Containing Liquors for Removing Mercury from Flue Gases, US Patent 6,503,470, 7 January 2003.
Senior, C.L. (2000). Behavior of Mercury in Air Pollution Control Devices on Coal-fired Utility Boilers, Power Production in the 21st Century Conference, Snowbird, UT, USA, 2000.
Senior, C. (2004). Modelling Mercury Behavior in Combustion Systems: Status and Future Prospects, In Proceedings of the Mercury Experts Conference MEC-1, Glasgow, Scotland, May 2004.
Senior, C., Fry, A., Cauch, B. (2008). Modeling Mercury Behavior in Coal-Fired Boilers with Halogen Addition, The MEGA Symposium, Baltimore, MD, August 2008.
Sloss, L. (2008). Economics of Mercury Control, Clean Coal Centre, ISBN: 978-92-9029-453-5, January 2008.
Sloss, L. (2009). Implications of emission legislation for existing coal-fired plants, Clean Coal Centre, ISBN: 978-92-90290464-1, February 2009.
Sloss, L. (2015). The emerging market for mercury control, IEA, CCC, February 2015.
Srinivasan, N. and Dene. C. (2013). Bromine Related Corrosion Issues, July 2013. Available at: http://aepevents.com/files/presentations/2013-general-session-bromine-additon-for-mercury-capturesrinivasan-and-dene-epri-1378922295.pdf.
Srivastava, R., Martin, B., Princiotta, F, Staudt, J. (2006). Control of Mercury Emissions from Coal-Fired Electric Utility Boilers, Environ. Sci. Technol., vol. 40, pp. 1385–1392, 2006.
Tewalt, S.J., Belkin, H.E., SanFilipo, J.R., Merrill, M.D., Palmer, C.A., Warwick, P.D., Karlsen, A.W., Finkelman, R.B., and Park, A.J., comp., 2010, Chemical analyses in the World Coal Quality Inventory, version 1: U.S. Geological Survey Open-File Report 2010-1196,http://pubs.usgs.gov/of/2010/1196/.
Toole-O’Neil, B., Tewalt, S.J., Finkleman, R.B., Akers. R. (1999). Mercury Concentration in Coal-Unraveling the Puzzle, Fuel, vol. 78, pp. 47–54, 1999.
UNEP (2008-2013).
http://www.unep.org/PDF/PressReleases/GlobalMercuryAssessment2013.pdf.
USEPA (1997-2014). Mercury Study Report to Congress, Volume I, Office of Air Quality Planning and Standards and Office of Research and Development, Research Triangle Park, NC, EPA-452/R-97-004b.
WCA (2014). World Coal Association. Available at http://www.worldcoal.org/coal/what-is-coal/
Zhang, L. (2015). Mechanism of mercury transformation and synergistic removal from coal combustion. Postdoctoral Research Report, Beijing, China, 2015.



{kind=link}